Accesorios
Consumibles
Equipos
Herramientas
Accesorios
-
Acople para fresas para rectificadora de herramientas universal U2 marca Vertex modelo U2-E
 $300,00
Añadir al carrito
Comparar
$300,00
Añadir al carrito
Comparar -
Acople para herramientas de torneado para rectificadora de herramientas universal U2 marca Vertex modelo U2-L
 $220,00
Añadir al carrito
Comparar
$220,00
Añadir al carrito
Comparar -
Acople para mechas para rectificadora de herramientas universal U2 marca Vertex modelo U2-T
 $220,00
Añadir al carrito
Comparar
$220,00
Añadir al carrito
Comparar -
Alesometro de 30 a 80 mm
 $45,00
Añadir al carrito
Comparar
$45,00
Añadir al carrito
Comparar
Consumibles
Equipos
-
Balanceadora de ejes marca CEMB modelo F3A
 $2.000,00
Añadir al carrito
Comparar
$2.000,00
Añadir al carrito
Comparar -
Base magnetica para taladro de 2 a 18 mm marca Vertex modelo TC-6S
 $450,00
Añadir al carrito
Comparar
$450,00
Añadir al carrito
Comparar -
Cabezal para compresor 5 Hp marca Jenny modelo GC5
 $700,00
Añadir al carrito
Comparar
$700,00
Añadir al carrito
Comparar -
Calandra de 3 rodillos para lamina electrica marca Yangzhou modelo ESR1300x1.5
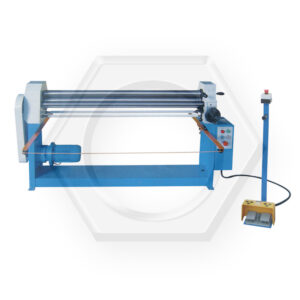 $3.500,00
Añadir al carrito
Comparar
$3.500,00
Añadir al carrito
Comparar
Herramientas
-
Acople para roscar reversible de M3 a M12 marca Vertex modelo VTA12-JT6
 $500,00
Añadir al carrito
Comparar
$500,00
Añadir al carrito
Comparar -
Adaptador BT40 a MT2 marca Vertex modelo BT-212
 $90,00
Añadir al carrito
Comparar
$90,00
Añadir al carrito
Comparar -
Adaptador BT40 a MT3 marca Vertex modelo BT-215
 $90,00
Leer más
Comparar
$90,00
Leer más
Comparar -
Adaptador C4C4 marca Command Tool
 $150,00
Añadir al carrito
Comparar
$150,00
Añadir al carrito
Comparar



-
 Rectificadora de superficie cilindrica marca Zocca modelo 250RA
$3.000,00
Rectificadora de superficie cilindrica marca Zocca modelo 250RA
$3.000,00
-
 Amplificador Servo marca FANUC modelo A068-6058-H004
$700,00
Amplificador Servo marca FANUC modelo A068-6058-H004
$700,00
-
Amplificador Servo marca FANUC modelo A068-6058-H005
$700,00
-
 Perfiladora marca Yangzhou modelo LA4C
$3.750,00
Perfiladora marca Yangzhou modelo LA4C
$3.750,00
-
 Dobladora de lamina manual magnetica marca Yangzhou modelo EB1252
$4.000,00
Dobladora de lamina manual magnetica marca Yangzhou modelo EB1252
$4.000,00